(According to IIW Recommendation HFMI)

In the following examples were no thickness, size effect correction and no mean stress effects (e.g. R≤0.15) taken into consideration.
Example 1
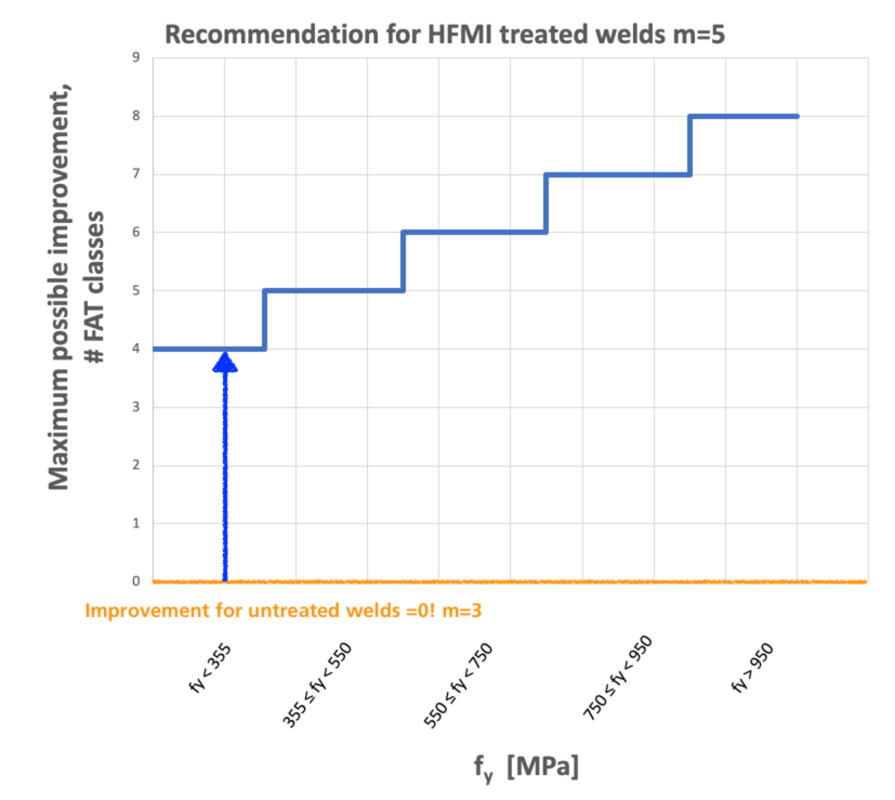
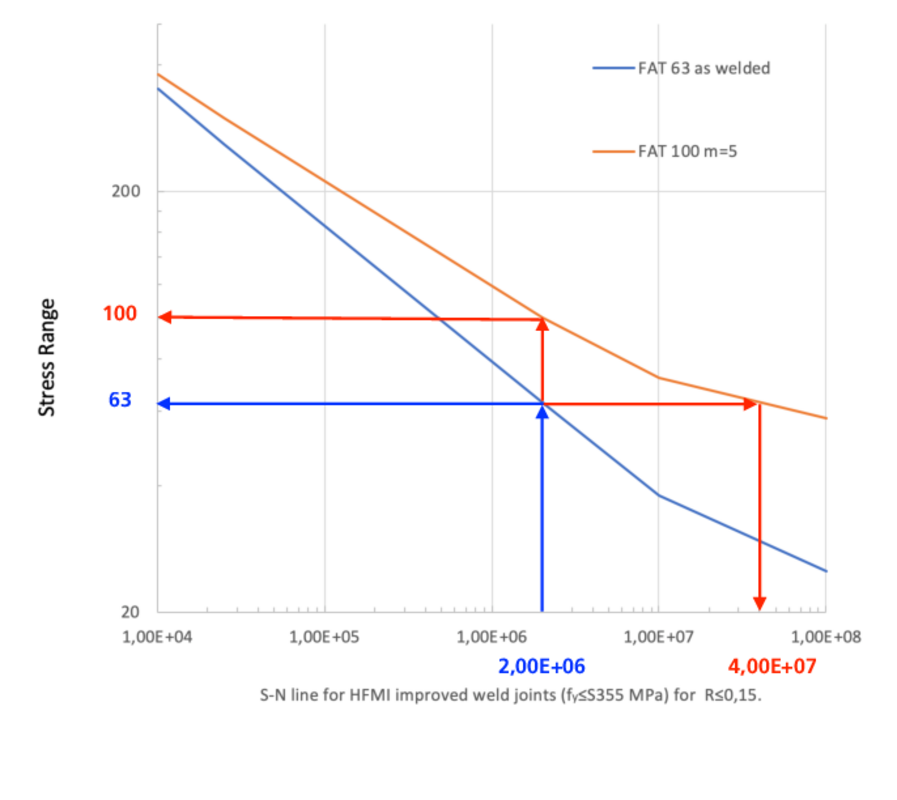
The weld detail is categorised into FAT-Class 63 according to its characteristics. Stress range is 63 MPa @ 2 Million load changes (Fig. 8).
Through HiFIT Treatment the Class is improved by 4 steps (Fig. 7 blue arrow) to FAT 100. Stress range is 100 MPa @ 2 Million load changes.
The improvement is approx. 60%
At the same stress level (63 MPa) the fatigue life time improves from 2 Mio to 40 Mio load changes!
The Factor is 20! (Fig 8)
Example 2
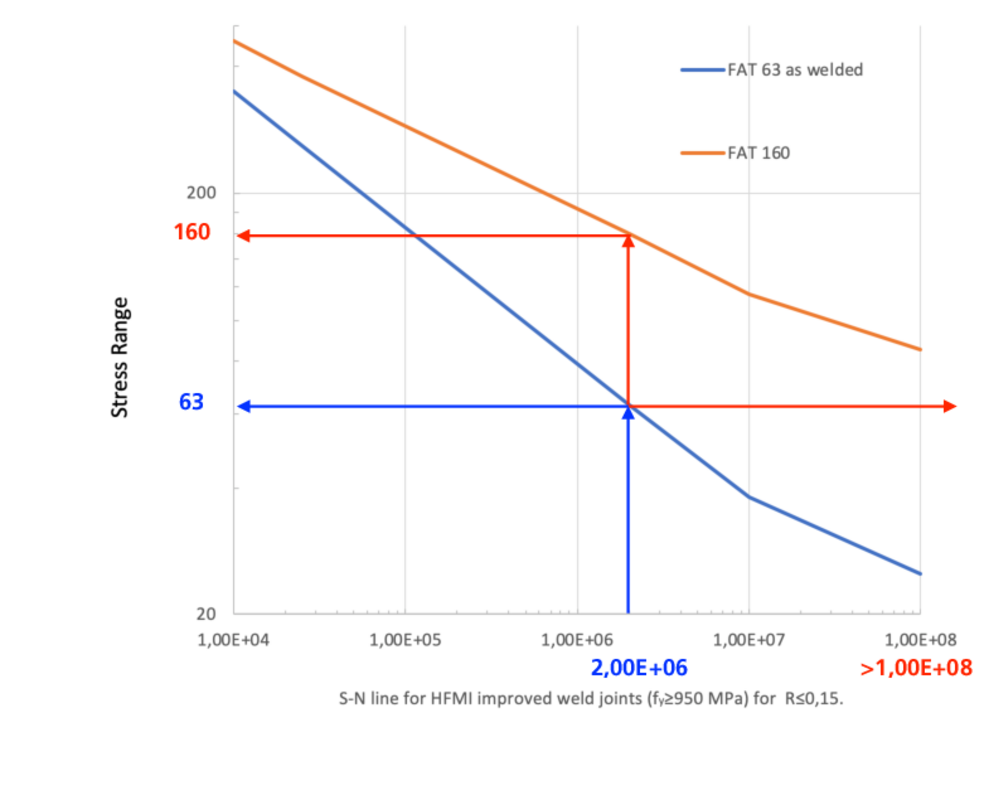
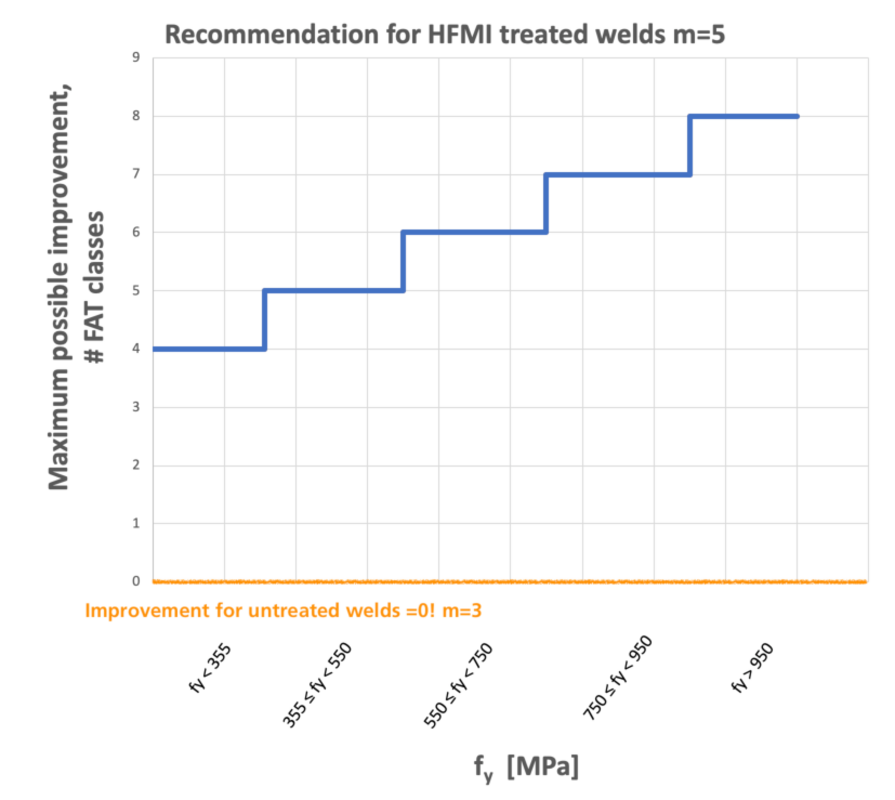
The same weld construction is now from a steel fy ≥ 950 MPa. Will this not be treated the as welded status will not be changed and stays with a FAT Class of 63 (Fig. 9). There is no improvement just by using high tensile steel.
Through HiFIT Treatment the Class is now improved by 8 classes (Fig. 9 red arrow) to FAT 160. The stress range is now 160 MPa @ 2 Million load changes.
The improvement is approx. 150% (Fig. 10)
At the original stress level (63 MPa) the fatigue life time improves from 2 Mio to more then 100 Million load changes! Probably to the status that it will never brake! (Fig. 10)