General / Basic aspects
The handheld HiFIT device is pneumatically operated and requires a compressed air supply 6 up to 8 bar and an air volume at least 250 l/min. HiFIT does not require any external electrical power. Acc. to the calibration the peening frequency will be between 180 and 300 Hz. The intensity will be adapted to the material to be treated by means of a special adjustment mechanism (not via the supply pressure!).
The HiFIT-Treatment is controlled by the result. Position of the surface deformation and the depth of the imprint makes the documentation easy. The setting of the HiFIT device is not determined by abstract values but from the result on the work piece. (see more under "Inspection of the Treatment ")
Execution of the HiFIT treatment
The highfrequency peening process – like the welding work – ranks among the "special processes". For this the requirements
- to the manufacturer
- to the end user company
- to the qualification of the staff
must be complied with. The following description is not a substitute for staff training.


Course of the action:
- The impact intensity of the HiFIT device is to be calibrated acc. to the material and to the pressure of the air supply prior to use.
- The calibration is to be checked by means of a specimen and to be corrected if necessary.
For the optimal effectiveness the device must
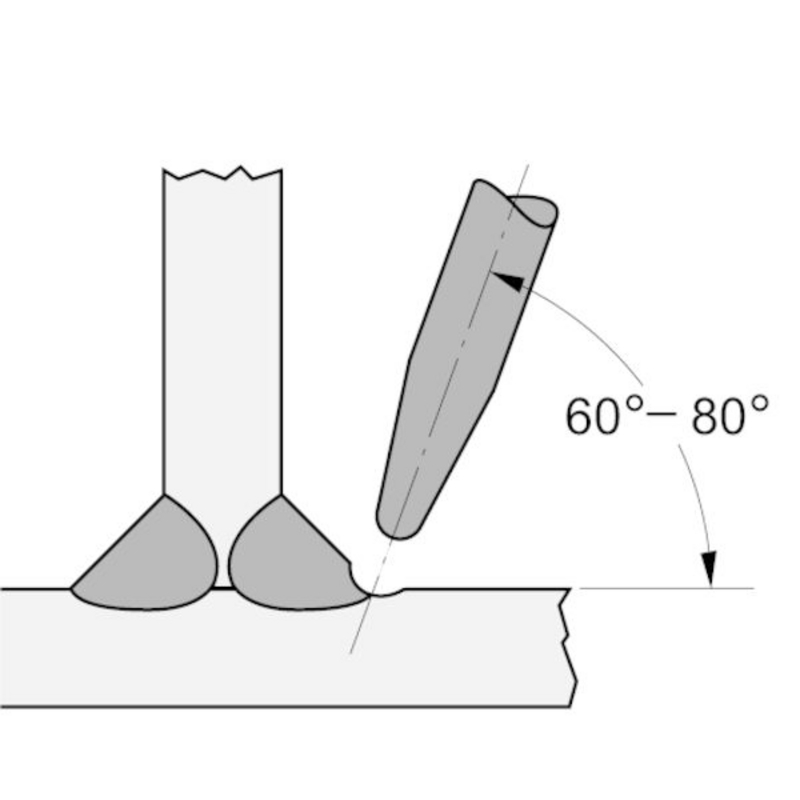
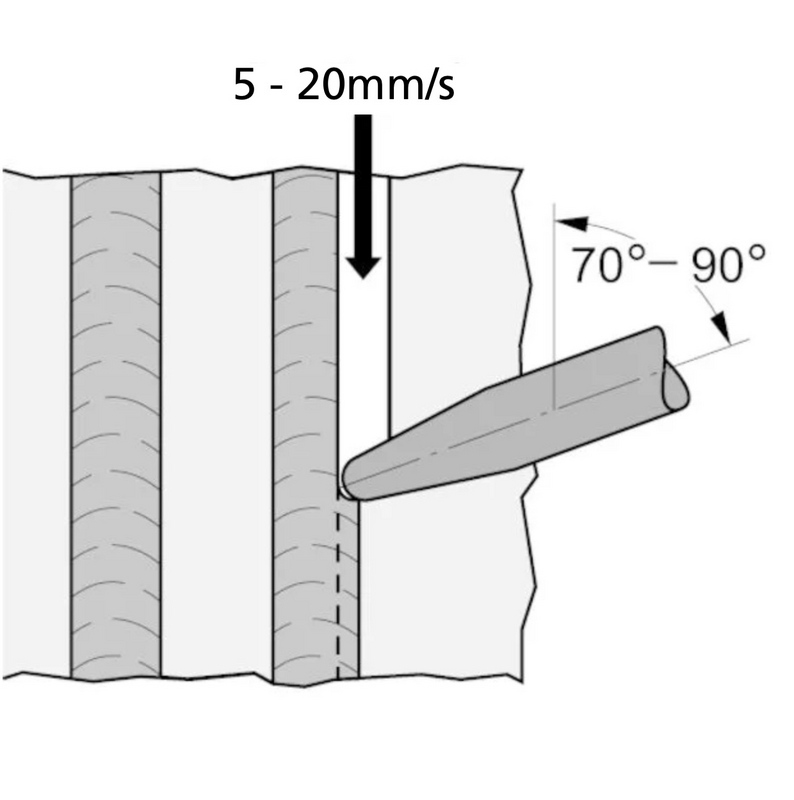
- be used with an angle = 60° up to 80° with regard to the basic material (see Fig. 3) and with an angle = 70° up to 90° in the direction of movement (see Fig. 4)
- be guided with a speed = 5 up to 20 mm/s along the weld. A higher speed is possible but due to the joint geometry or to the visual tracking often difficult
Inspection of the Treatment
Visual check:
A treatment trace must be evident on all defined weld toes.
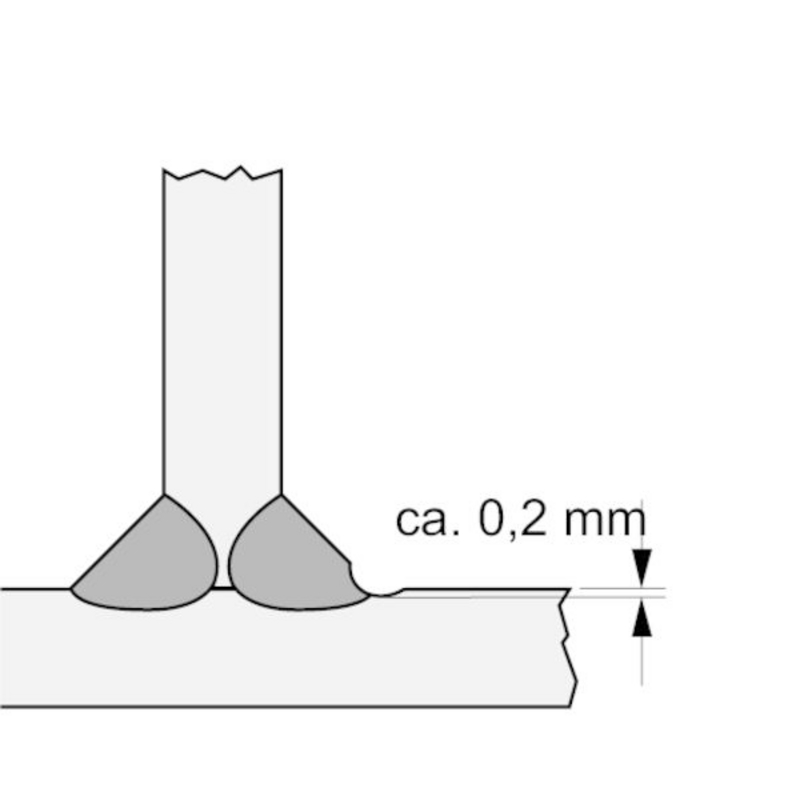
The weld toe identifiable as line ("weld line") may no longer be discernible (Fig. 2).
Check by measurement:
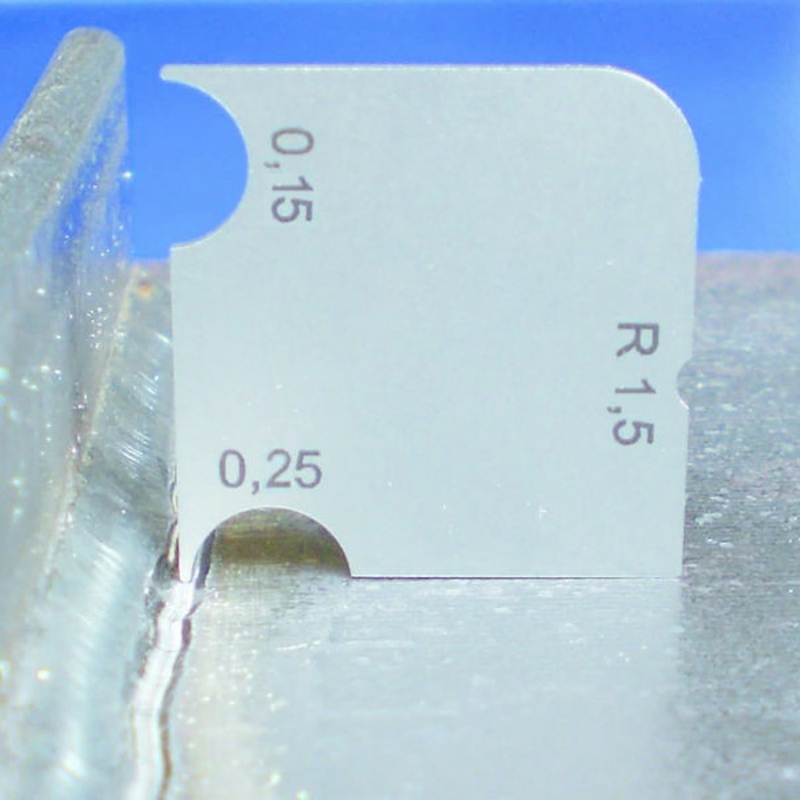
The impression depth must be approx. 0.2 mm (Figures 5 and 6).
Check by means of specimen.





















