The effectiveness of the peening results from the combination of the geometric (inside rounding), and the mechanical (work hardening), and the strain (residual compressive stress) aspects. The HiFIT pin is ballshaped with a defined radius. The defined impact leads to a reshaping and to an insiderounding of the weld toe. The plastic reshaping of the surface causes a residual compressive stress in the border layer. This stress can be proved up to a depth of 2 mm. Superimposition of the residual compressive stress on the acting loads displaces them into less critical areas. It prevents the formation or extension of micro cracks. As a result a uniform and continuous peening trace becomes visible on the weld toe.
Due to various elements, such as elastic bearings and the use of air cushion effects, the result (depth of the treatment) does not depend on the user's pressure force.
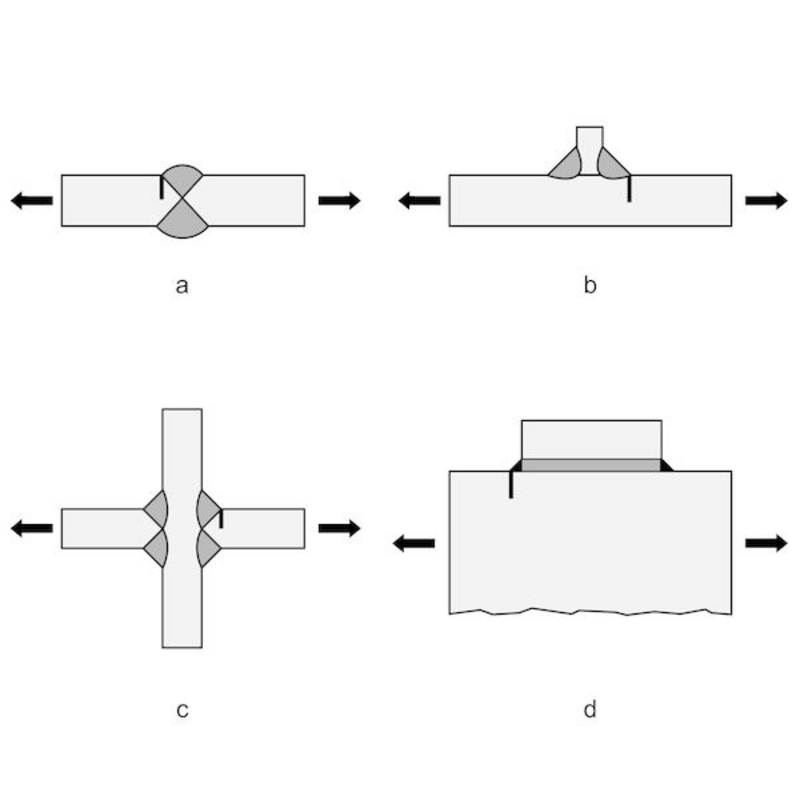
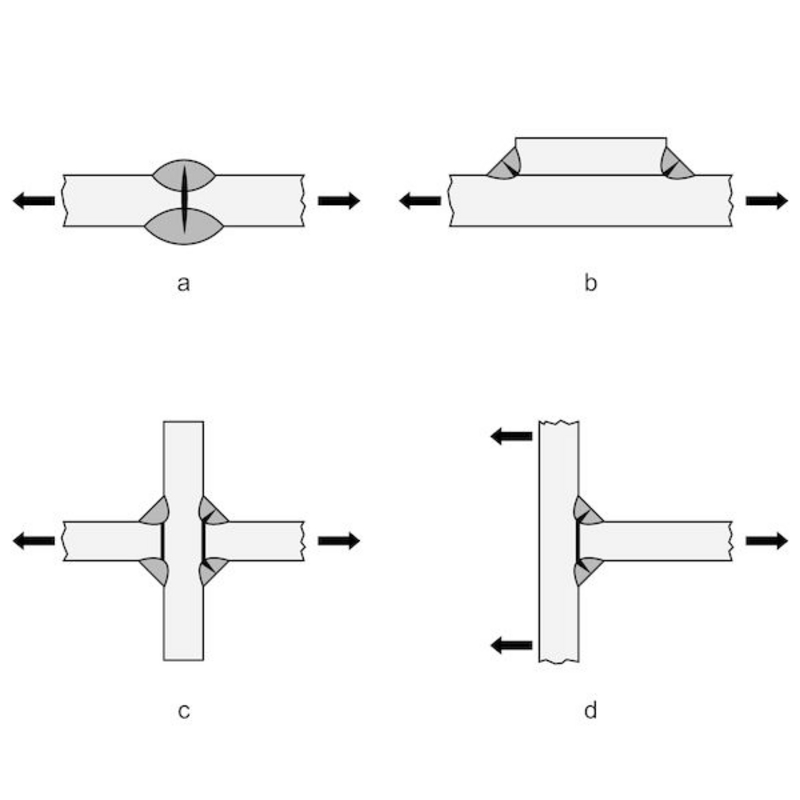
Suitability of the Process
Not every construction is suitable for the application of the HiFIT process (Fig. 5). HiFIT improves the service life of professionally welded joints. Whereas HiFIT cannot remove production or quality deficiencies or operational stability problems caused by the weld root. Therefore prior to applying the process the task must be carefully examined and evaluated. Some examples are presented in the following figures.