Handhabung
Allgemeines/Grundsätzliches
Das HiFIT-Gerät ist pneumatisch betriebenes Handgerät und erfordert lediglich eine Druckluftversorgung von 6 - 8 bar am Gerät und einem Luftdurchsatz von mindestens 250 l/min. Es wird keine zusätzliche elektrische Spannungsversorgung benötigt. Die Schlagfrequenz liegt je nach Intensitätseinstellung zwischen 180 Hz und 300 Hz. Die Intensität wird mit einem speziellen Verstellmechanismus und nicht über den Versorgungsdruck eingestellt und so auf den Werkstoff der zu behandelnden Teile abgestimmt.
Das HiFIT-Verfahren wird über das erzielte Ergebnis gesteuert. Position der Umformung und die erreichte Eindringtiefe erleichtern die Dokumentation der Maßnahme. Die Geräteeinstellung wird nicht über abstrakte Voreinstellungen bestimmt, sondern über das Ergebnis am Werkstück. (Mehr unter "Kontrolle der Bearbeitung")
Durchführung der HiFIT-Behandlung
Das höherfrequente Hämmerverfahren gehört - wie das Schweißen - zu den "speziellen Prozessen". Deshalb müssen die Anforderungen an den
- Hersteller
- anwendenden Betrieb
- Qualifizierung des Personals
erfüllt werden. Die nachfolgende Beschreibung kann die Schulungsmaßnahme der ausführenden Mitarbeiter nicht ersetzen.

Vor der HiFIT-Bearbeitung

Nach der HiFIT-Bearbeitung
Vorgehensweise
- Die Schlagintensität des HiFIT-Geräts ist vor der Anwendung in Abhängigkeit des vom Werkstoff und dem Luftdruck einzustellen.
- Die Einstellung ist anhand einer Probe zu überprüfen und ggf. zu korrigieren.
Für die optimale Wirksamkeit muss das Gerät
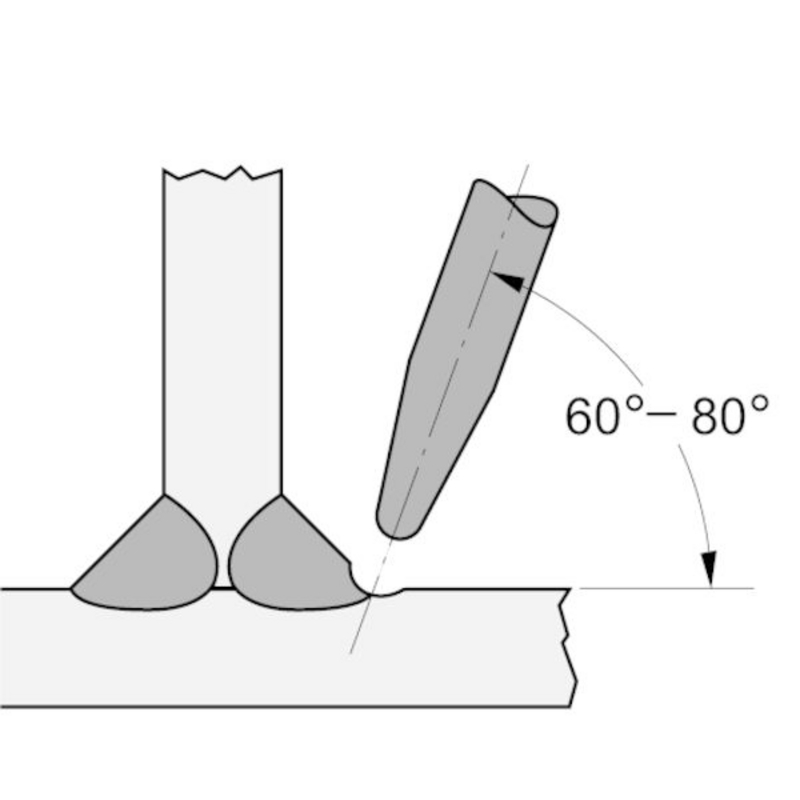
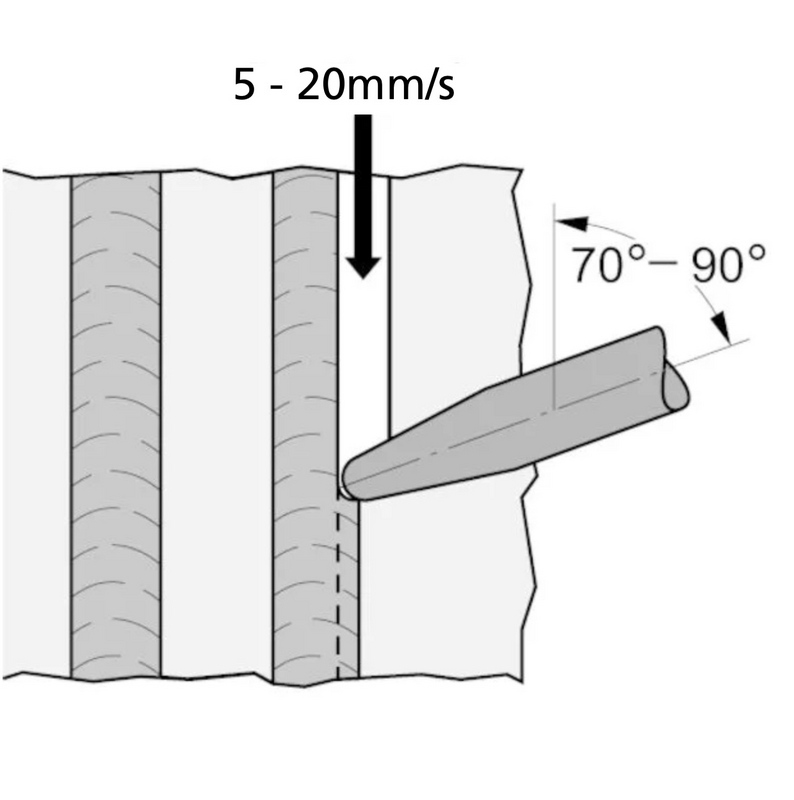
- in einem Winkel zwischen 60° und 80° zum Grundmaterial (siehe Abb: 3) und 70° bis 90° in Vorschubrichtung (siehe Abb: 4) zur Anwendung kommen.
- mit einer Vorschubgeschwindigkeit von 5 bis 20 mm/s an der Schweißnaht exakt an der Schmelzlinie entlang geführt werden. Höhere Geschwindigkeiten sind möglich, jedoch aufgrund der Nahtgeometrie oder der visuellen Verfolgbarkeit oft schwierig. In der Regel ist nur ein Durchgang erforderlich.
Kontrolle der Bearbeitung
Sichtprüfung:
An allen definierten Schweißnahtübergängen muss die Behandlungsspur deutlich zu erkennen sein. Der als Linie identifizierbare Nahtansatz (Schmelzlinie auch Einbrand genannt) darf nicht mehr sichtbar sein.
Messprüfung:
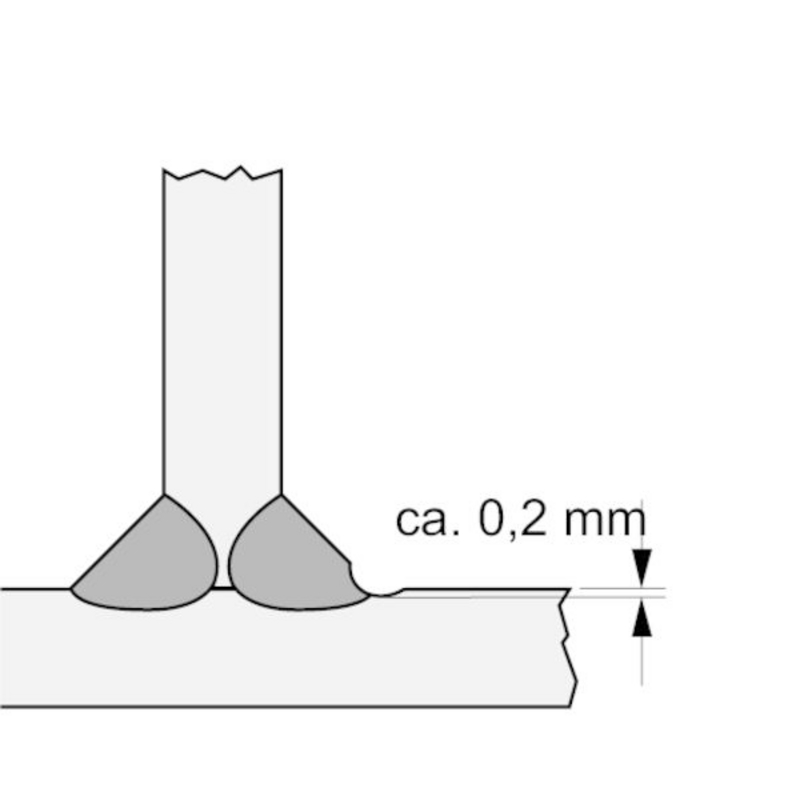
Die Eindrucktiefe der Behandlungsspur muss ca. 0,2 mm betragen (siehe Abb: 5)
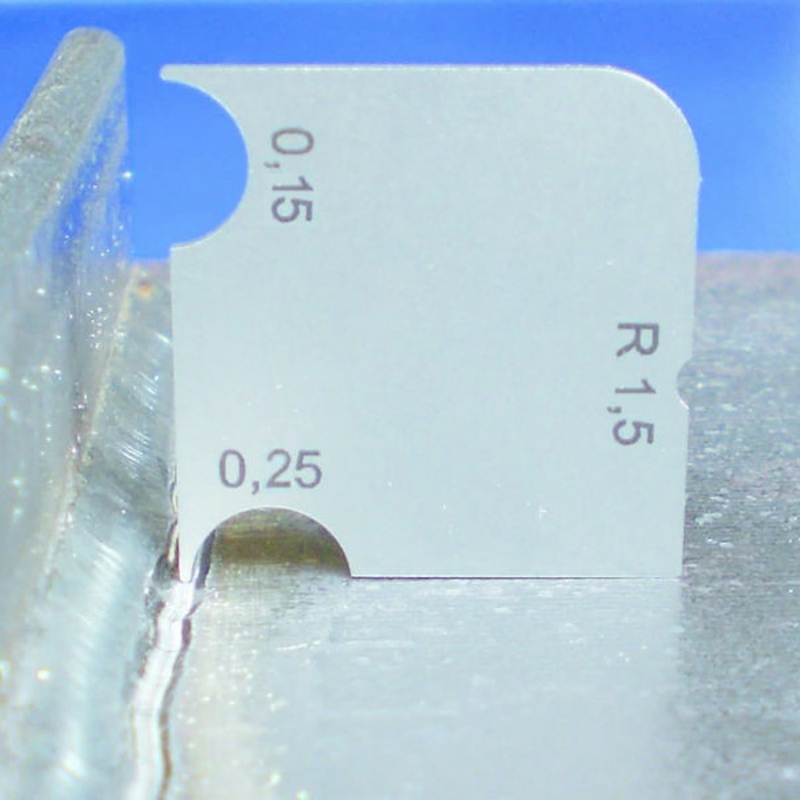
Dies wird mittels einer mitgelieferten Schablone überprüft (siehe Abb: 6)