Bemessungsbeispiele
(gemäß IIW-Richtlinie HFMI)
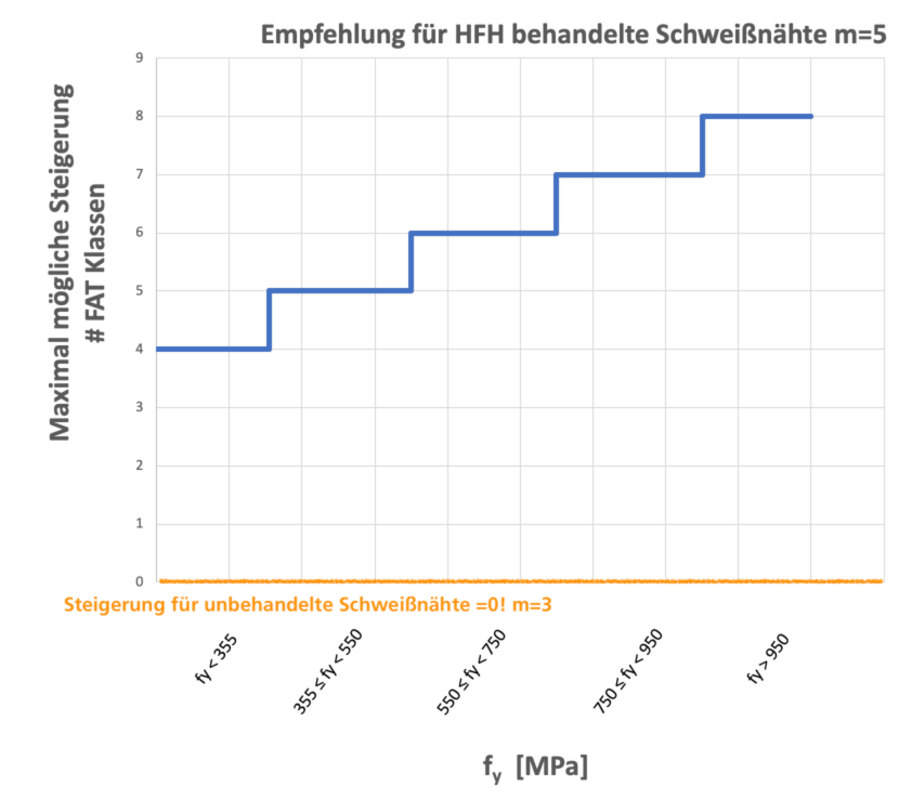

Abb. 5: Empfehlung zur Steigerung der Kerbfallklasse in Abhängigkeit der Stahlfestigkeit
Abb. 6: Neuer Bemessungsvorschlag HFMI-behandelter Schweißverbindungen
Es wird in den folgenden Beispielen angenommen, dass keine Dicken-, Größen- oder Mittelspannungseffekte vorliegen (z.Bsp. R≤0.15).
Beispiel 1
Eine Schweißverbindung aus einem Werkstoff fy < 355 MPa wird in die FAT-Klasse 63 eingeordnet. Der maximale Belastungsbereich ist 63 MPa bei 2 * 106 Lastwechseln (s. Abb. 8).
Durch das HiFIT-Hämmern erhöht sich die FAT-Klasse um 4 Stufen (s. Abb. 7, blauer Pfeil) auf FAT 100, der zulässiger Belastungsbereich ist jetzt 100 MPa.
Die Steigerung beträgt ca. 60%! Bei gleichem Belastungsbereich (63 MPa) erhöht sich die Lebensdauer von 2 Mio auf 40 Mio Lastwechseln! Das ist ein Faktor von 20! (s. Abb. 8)
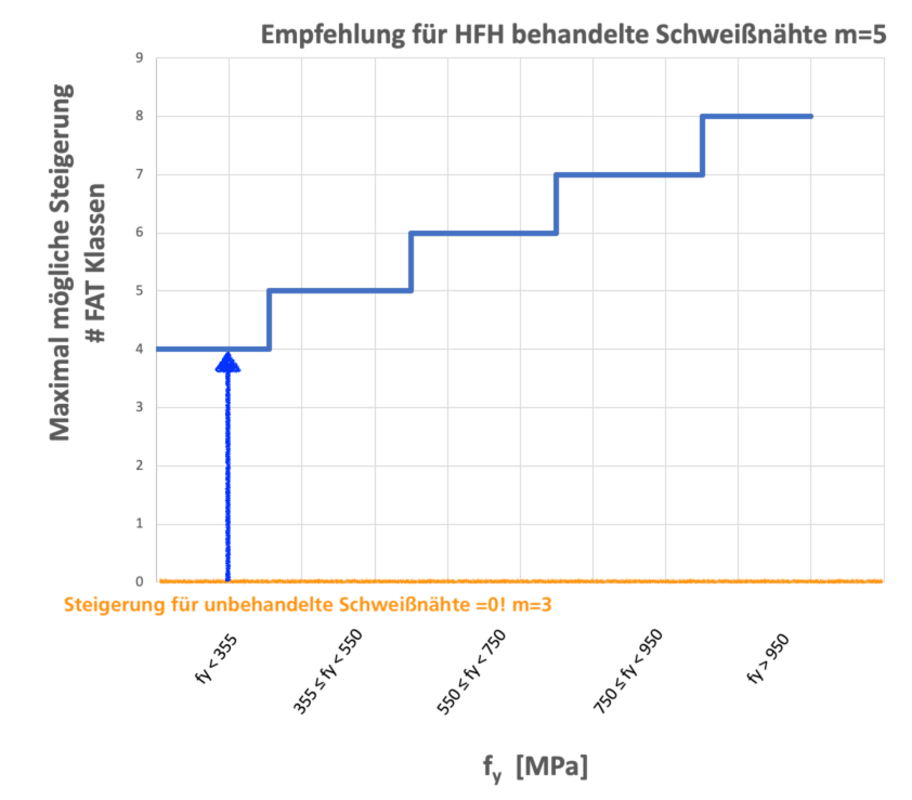
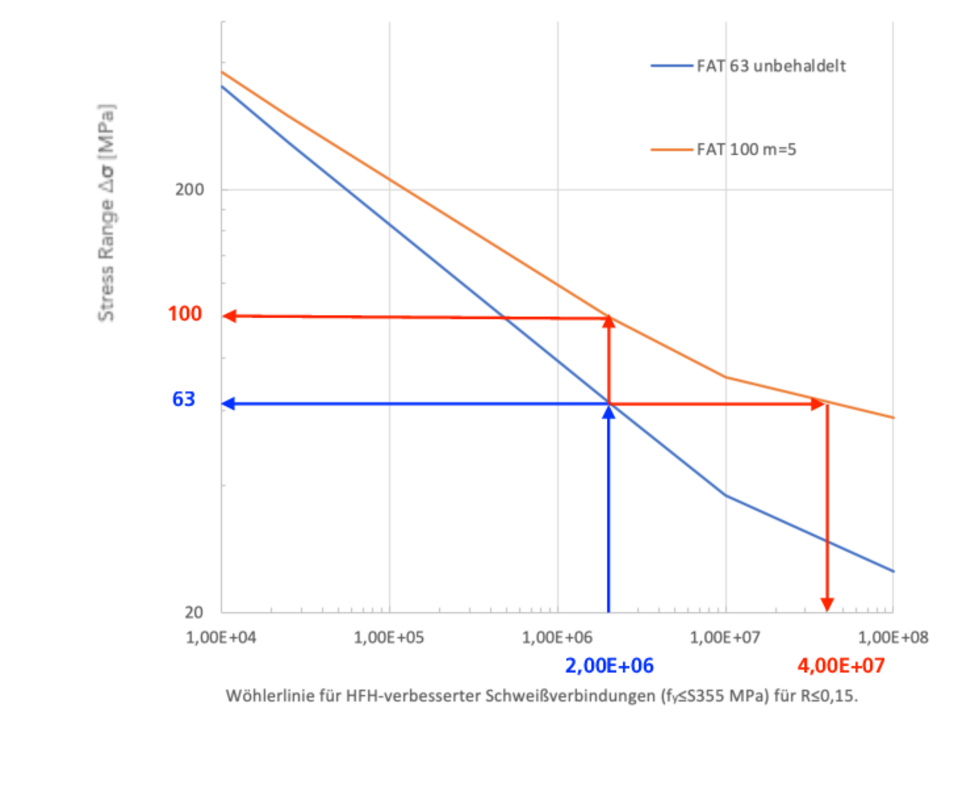
Abb. 7: Steigerung um 4 FAT-Klassen durch die HiFIT Behandlung
Abb. 8:Wöhlerdiagramm für fy < 355 MPa; R ≤ 0,15
Beispiel 2
Die gleiche Schweißverbindung wird nun in einem Werkstoff fy ≥ 950 MPa ausgeführt. Wird die Konstruktion nicht gehämmert, ändert sich nichts am Belastungsbereich und der Anzahl der maximalen Lastwechseln (Belastungsbereich 63 MPa bei 2 * 106 Lastwechseln) (s. Abb. 9). Allein durch die Verwendung einer hochfesten Stahlsorte, wird keine Verbesserung erzielt. Durch die HiFIT-Behandlung erhöht sich jetzt die FAT-Klasse um 8 Stufen (s. Abb. 9, roter Pfeil) von 63 auf 160MPa. Der Belastungsbereich beträgt nun 160 MPa @ 2 Millionen Lastzyklen. Das bedeutet eine Verbesserung von ca. 150%! Bei gleichem Belastungsbereich (63 MPa) erhöht sich die Lebensdauer von 2 Mio auf über 100 Millionen Lastzyklen! Wahrscheinlich wird das Bauteil nie brechen! (s. Abb. 10).
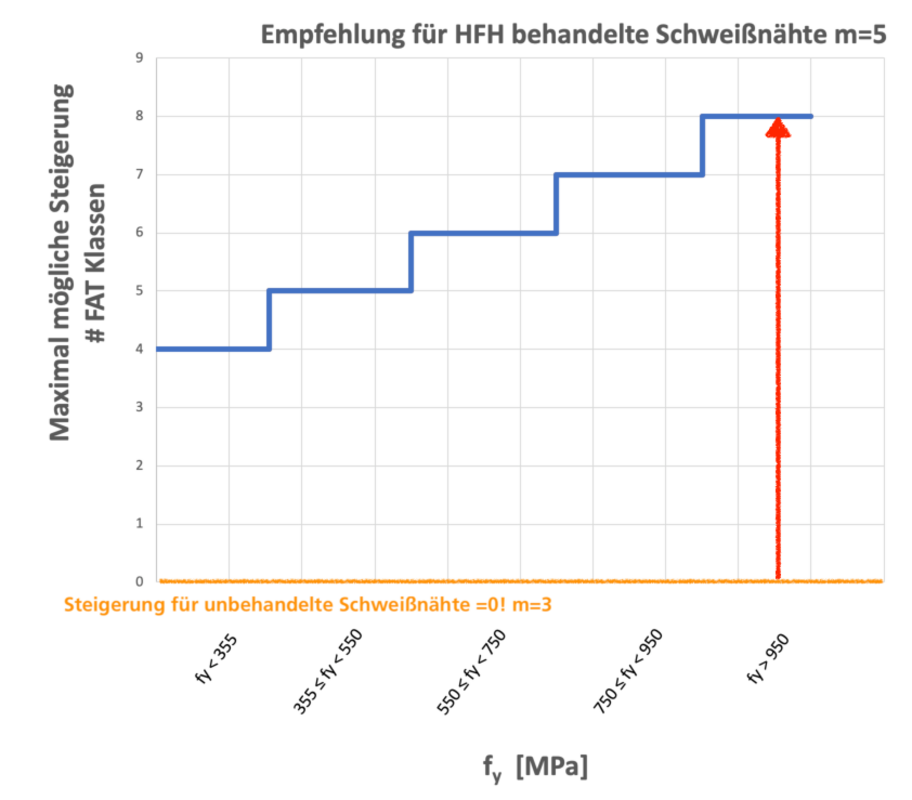
Abb. 9: Steigerung um 8 FAT-Klassen durch die HiFIT Behandlung
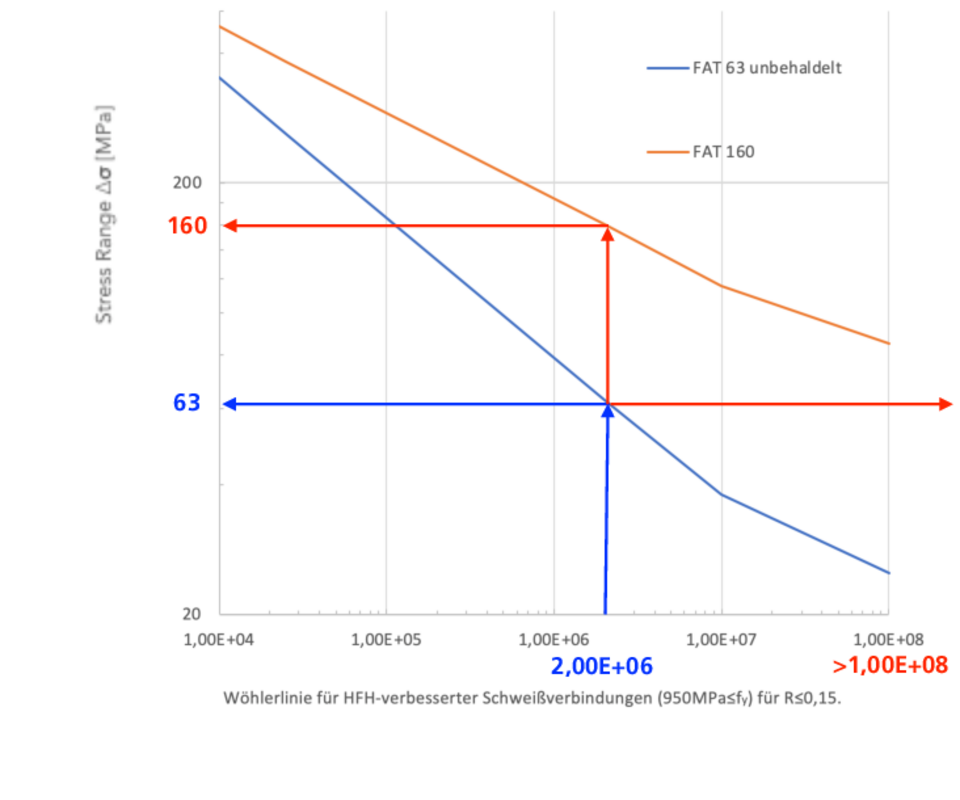
Abb. 10:Wöhlerdiagramm für fy ≥ 950 MPa; R ≤ 0,15
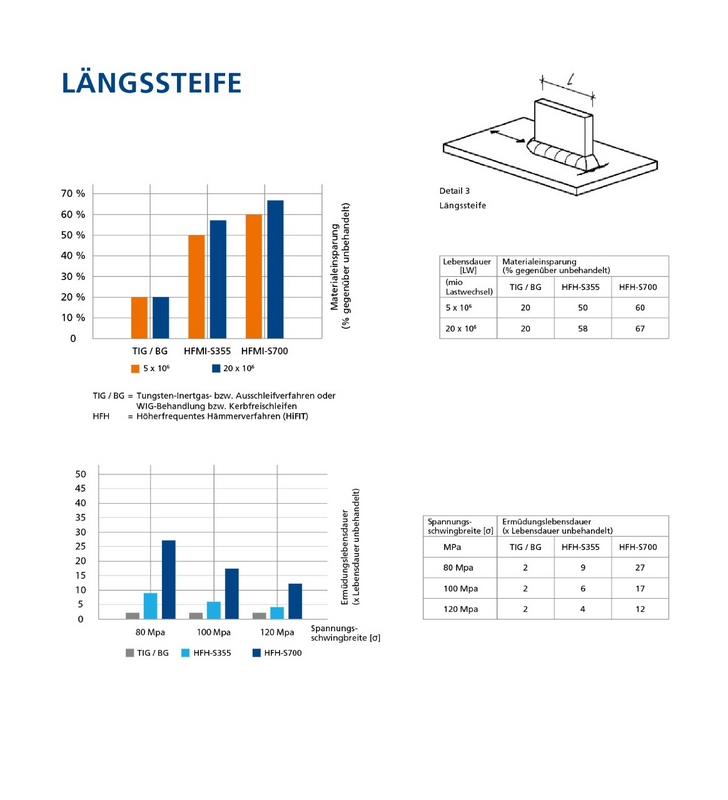
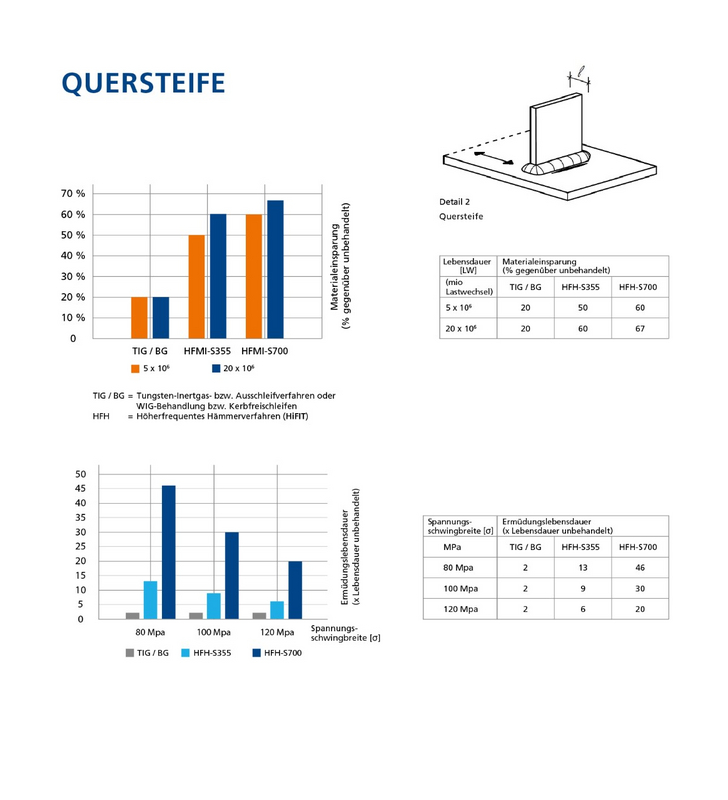
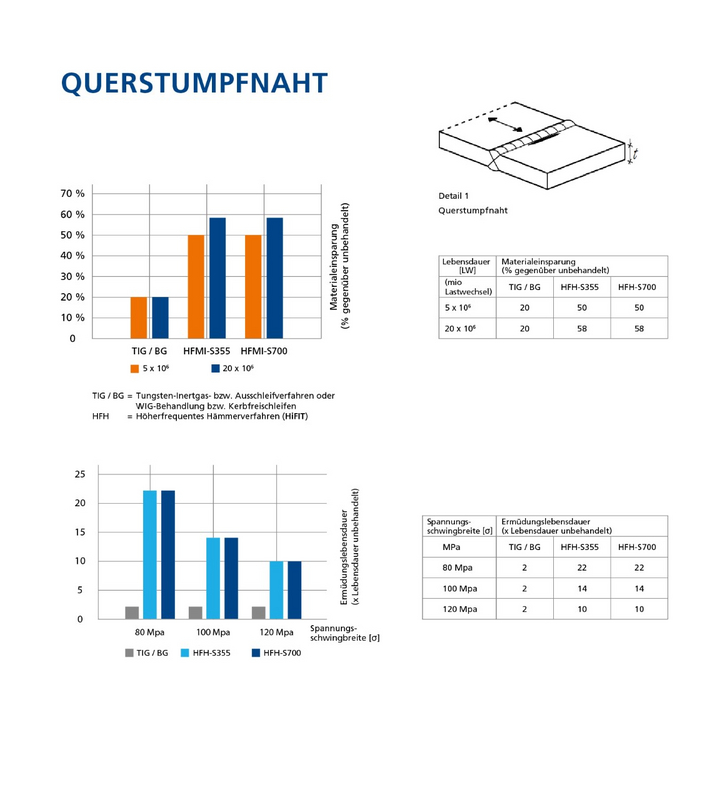
Praktische Bedeutung der IIW Richtlinie
Die Anwendung der Empfehlungen des IIW ergibt für drei verschiedene Nahtformen hervorragende Verbesserungen gegen die Schweißnaht-Ermüdung.
Hier im folgenden die Vergleiche zwischen der HiFIT-Behandlung und dem Kerbfreischleifen bzw. WIG-Behandlung.